JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Sheet metallum adaequatio critica est in fabricatione metalli moderni. Priusquam quamlibet incisionem, inflexionem, glutinom, vel stampam operationis congruentes eventus eruere possit, materia rudis vere plana esse debet - non solum visibiliter plana, sed accentus gratuitus et dimensus stabilis. Iniuria aequandi methodus eligens ducit ad partes reiectas, relaborandum et processum amni defectibus. Hic dux omnem maiorem schedae metallicae methodum aequandi comprehendit, physicas post singulas explicat, et tibi practicam compagem dat ad rectam accessionem in materia tua, volumine, ac praecisione requisita eligenda.
Quid Sheet Metal requirit adtritio
Sheet metal relinquit molam in coil forma. In orbibus, superficies exterior tendit dum superficies interior comprimit, obnitentes passiones contrarias in structuram frumenti materialis. Cum ministerium centra defluant, corrigant et schedam in longitudinem secant, illae passiones non plene evanescunt, ea intus inclusa manent quae plana metalli fragmentum esse apparet.
Problema visibilis fit momento processus sectionis scelerisque ut laser vel plasma incisis applicatur. Æstus clausas passiones emittit, partesque stamine, arcu, vel ore et medio fluctu explicant. Eadem depravatio fit post pulsationem vel denique vacuam. Etiam partes mechanice sectae accentus residuales exhibent qui geometriam in subsequentem formationem vel glutino pervertunt.
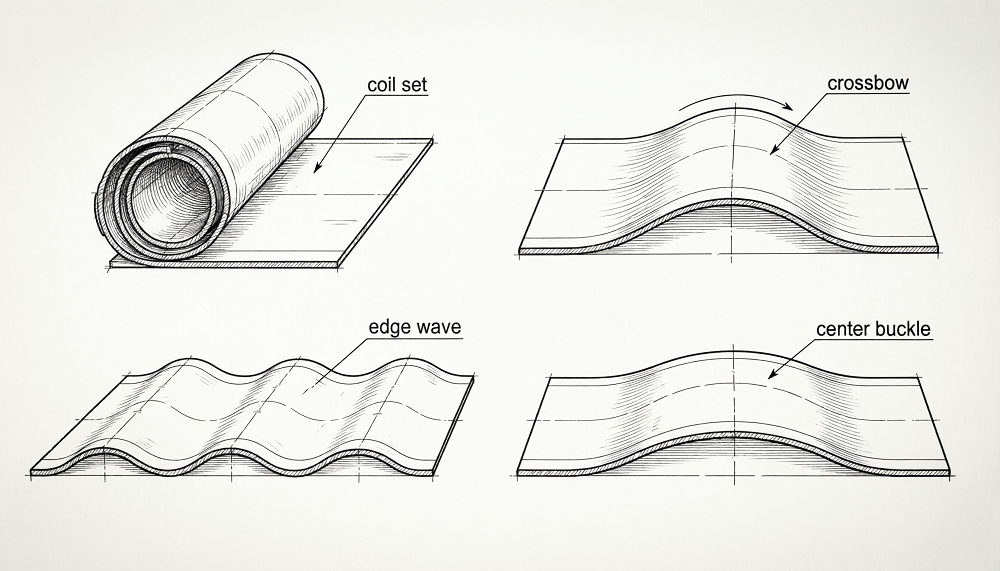
Communes defectus planicies, quae aequandi rationem habere debent, includuntur:
- Coil posuit: arcus longitudinalis sequentes gyros, gravissimam versus nucleum spiralem.
- Scorpionis: arcus transversus perpendicularis ad directionem volvens, centro supra margines elevato.
- Ora fluctus; marginibus undulatis causatur accentus compressivorum in extremis zonis relativis ad centrum.
- Centrum fibula: in media scheda discinctus locata, ubi centrum oras longior est.
- Torquent: diagonalis depravatio per superficiem partis, saepe in sectione asymmetrica introducta vel tractatio.
Uterque defectus generis alium profile accentus vim habet et ideo unicuique methodi aequandi aliter respondet. Intellectus sheet metallum idipsum signa antequam processus aequandi eligendo permittat te mensurabilem acceptationis criterium definire et controversias committendo vitare.
Malleus et flamma adtritio
Malleus adaequatio est vetustissima schedae metallicae methodi aequandi et hodie in usu manet pro certis condicionibus ubi apparatus adaequationis impractical est. Peritus operator schedam cum malleo in exemplari deliberato percutit, zonas compressas extendens et concentrationes accentus locales sublevat. Flamma adaequatio opera in principio relato: fax calefacit aream localem, causans expansionem scelerisque; ut zona refrigerat et contrahit, materiam ambientem trahit ad punctum calefactum, loci inclinationem corrigens.
Utraque ratio significantem poscunt peritiam. Proventus directe dependet ab operantis facultate legendi partem, iudicem vis distributionis, et vim rectam applica in recta serie. Nullae duae operatores identicos proventus efficiunt, nec una pars certo reproduci potest. Una particula potest alicubi accipere a 30 minutis ad plures horas ad planum, secundum severitatem pravitatis et ex parte complexionis.

Cum malleo et flamma adtritio facit sensum
- Iam conglobatae sunt structurae seu weldments quae per cylindrum machinam transire non possunt.
- Minima volumina productionis ubi apparatus setup sumptus non iustificatur.
- Consuetudo informata vel irregularis partes machinae dirigentes accommodare non possunt.
- In-situm est emendatio partium finitarum ubi tolerantia dimensiva moderata est.
Ad fabricandum ambitus ubi perput, iterabilitas, vel praecisio plana tolerantiae materiae, malleus et flamma adaequatio alienum est. Factor humanus per massam constantes eventus praestare non potest.
Torcular et erigens Press adtritio
Erigens torcular schedam vel laminam in duobus punctis sustinet et applicat formatam mortem ad premendam materiam planam inter illa puncta subsidia. Processus petant certis locis ab ea parte qua distortio contrahitur. Multiplices cycli diurnarii typice necessarii sunt antequam pars plana attingit acceptam, ut unaquaeque plaga prelo unam aream corrigit dum potentialiter accentus in zonis vicinis inducendis.
Nonnulli fabricatores dumeta prelo utantur quasi librariorum tumultuaria, quae vibilis est ad correctionem unicam deformationem visibilem sed ad internam accentus distribuendam non alloquitur. Dedicatum pressorium directio melius potestatem praebet quam torcular fregit quod aequandi relatum est, sed tamen non potest aequare altitudinem perput vel accentus-relevium cylindri rationi fundatae.
Adtritio una pars in directum torcular typice accipit usque ad LX minuta et requirit peritus artifex ad interpretandum partium mores inter ictus. Modus practicus fit ad laminas crassiores quam 50 mm, ubi cylindrus graduum facultati mechanica carere potest, et pro low-volumine productionis ubi machina collocari non iustificatur.
Limites considerare
- Accentus internus distribui potest oratio — tantum defectiones geometricae visibiles in punctis discretis.
- Periculum vernalis requirit crebros cyclos urgentes et cyclos extensos temporum.
- Graviter innititur iudicio operantis, iterabilitas faciens inter variabiles operatores.
- Non aptum ad metalli schedae tenuem - altae localis oneris concentrationis periculum superficiei damni vel notae permanentis.
Roller adtritio: Ex Simple rectis ad Subcision Systems
Rollerus aequandi modus est late scheda metallica industrialis adhibita aequandi methodus. Scheda transit per seriem scutulorum vacillantium illam subiectam ad alternas anfractus gradatim decrescentes amplitudines. Haec deformatio repetita elastica-plastica passiones internas per sectionem transversalem redistribuit et materiam in statum aequalem, accentus sublevetum fundit.
Physica fundamentalis sequitur diminutionem sine fluctu: finis introitus applicat maximam inclinationem obsessionis, et quaelibet cylindrus successiva par reducit obsessionem donec materiales exitus in statu prope neutro lacus. Processus efficacia pendet a tribus variabilibus inter se cohaerentibus: cylindrus diametri, cylindrus picis (medii-ad centrum spaing), et profunditatem premens (penetration) .
Simple cylindro levelers (recta)
Simplici rectilinei minimum septem scutulis utuntur cum diametris relative magnis et spatio distantibus. Crassiores lamminas tractant et stricto crassitudine complectuntur. Quia umbilicus contra deflexionem sub onere active non sustinetur, sub pressione curvantur, inaequales per latitudinem schedae curvantes efficiunt. Proventus planitiae sufficiunt ad applicationes structurales generales, sed ad praecisionem fabricandam insufficiens. Multiplex apparatus per transitum saepe requiritur, et processus adhuc pendet ab experientia operator ut scutulis recte ponatur.
Subtilitas multi-cylindro levelers
Praecisiones graduum intermedias addunt et scutulis adiuvant post scutulis laborantes ne claudicatio sub onere. Hoc minus concedit cylindro diametro laboranti et pice arctior, quae numerum flexus cyclorum per unitatem schedae longitudinis auget et facultatem machinae ad breves undas defectus emendandos meliorit, sicut fluctus ac fibulas marginem centrum. Subtilitas systems idipsum potest consequi valores ipsius 0,1 mm / m sive meliorem - requisitum ad serras laminas, subtilitatem figurarum partium, ac denique tolerantiam schedae metallicae conciliis.
Comparatus ad methodos manuales, cylindrus aequandi obturbat tempus cycli minuit. Pars quae X minuta pressorum pressorum vel malleorum aequandi per manus requirit, sub uno momento discursum esse potest in cylindro praecisione aequandi, transferendo ad mensuras sumptus reductiones in operationibus magni voluminis.
Machina volvens (systems tres-cylindro)
Simplicissimus cylindrus subnixus configuratione utitur tribus bracchiis cingulis. Linteamen flectitur circa scutula ut transit, et iteratur processus usque ad flatum acceptabile. Accessus ad partes tantum efficax est cum defectibus simplicibus, aequabilitate planitudinis. Accentus internus non alloquitur et multiplices repetitiones requirit pro quavis materia notabili corruptelam. Aptissimum est officinae levibus flexionibus emendandis in parvo volumine tractandis.
Tensio adtritio
Tensio aequandi schedam longitudinaliter extendit, trahens eam inter duas tensiones nutat usque dum accentus applicatus materiae vires cedit. Cum scheda uniformiter trans sectionem suam cedit, vis differentialis inter zonas antea compressas et tensiones collapsas, exitus materiales in statu plano, humili residua- nis.
Multae tensionis aequationis industriae systemata coniungunt cylindrum flexionem cum tensione in accessu hybridarum: scheda primum transit per flexuram globulorum ad accentus crassam redistribuendi, deinde tensionem patitur ad finalem planiciem et crassitiem aequalitatem consequendam. Haec coniunctio maxime efficax est pro ferro et viribus tenuissimis materiis in quibus cylindrus-unius systemata contendunt adhibere sufficiens flexio sine damno contactus superficiei.
Optimum applicationes ad tensio adtritio
- Linteamen tenuissimum et ffoyle ubi parvae diametri cylindrus superficiem adhuc designant.
- Fortitudo ferri gradus summus cum rationibus distrahentibus cede prope 1.0, quae difficiles sunt flecti sine vehementia.
- Coil processus lineae ubi materia continue decurrit et imperium tensionis iam est pars rectae architecturae.
- Applicatio qua crassitudo per latitudinem uniformitas est, tam critica quam planitas.
Incommodum est multiplicitas et capitis sumptus. Tensio adaequatio requirit accuratam potestatem tensionis agitationis et calibrationis accuratam ad vitandum novos accentus longitudinales ab inaequalibus trahendis inducendis. Minus practicus est ex parte aequandi post sectionem et praecipue in ambitus processus coil.
Hot Rolling and cold Rolling adtritio
Adaequatio volvens frigus transit schedam per scutellas ad vel prope locus temperaturas, altas pressiones applicans quae materias plastice deformat. Haec methodus non solum planitiem corrigit, sed superficiem perficit et auget proprietates mechanicas auget - duritiem et distrahentes vires ad obdurationem laborantem oriuntur. Opportunum est, cum qualitas superficies prima postulatio est, sicut in tabula corporis autocineti codicellos seu substratos praecisionem machinalis. Limitatio est, quod frigidum volubile ad tenuiores medendum restringitur; bracteae densissimae vim nimiam requirunt, et labor obduratio effectus ductilis reducere potest ad punctum ubi amni formans afficitur.
Adaequatio volvens calidum calefacit schedam supra temperaturam suam recrystallizationem antequam eam per aequationem scutulis transeat. Temperatura elevata minuit vires cedit et ductilis auget, laminas densissimas multo facilius deformando facit. Accelerat etiam calor subsidia accentus. Accessus hic vexillum est in processu ferro primario et ad productionem laminae fabricationis gradus. Sumptus industria calefactionis est incommodum operationale primarium, et curatio scelerisque materiam microstructuram mutare potest modis qui post-processus verificationem requirunt applicationes sensitivas specificationis.
Hydraulica praecisio adaequatio: The Modern Industrial Standard
Hydraulica aequationis praecisio significat statum hodiernam artis in scheda metallica aequandi ad ambitus productionis. Dissimilis mechanica cylindro levelers ubi vis premendi tionibus cochleae figitur, a hydrau machina adtritio utitur cylindris hydrau-loop clausis ad vim compressionem et cylindrum hiatum dynamice moderandum per plenam latitudinem schedae. Haec ratio permittit ponere consistentiam energiam inflectendi sicut crassitudo materialis, robur cedit, vel temperatura intra massam productionem variat.

Opus principium manet flexio alterna elastico-plastica, sed praecisio coegi hydrau- lis reserat facultates quas systemata mechanica aequare non possunt;
- Lata materia range: systemata hydraulica processus materiae ab 0,1 mm ultra bracteolae cupri ad 60 mm speciales stannum crassam intra unam machinae familiam, inter eas commutans per recipes.
- Active imperium coronam: auxilio phalangis post phalangis laborantibus zonam zonam hydraulice adaptatam, cylindro deflexionem sub onere compensans et per schedas latas inflexionis consistentes — criticas ad ora fluctus et centrum fibulas eodem tempore tollendas.
- Repetita recipe-fundatur operatio: parametri materiales speciales (vis, penetratio, celeritas) automatice reponuntur et revocantur, operante-dependens, variatio per vices eliminans.
- Perforatur et calor materia tractata tractatur; Provectus zona-by-zona cylindrus pressionis moderamen dat elongationem selectivam trans latitudinem, efficiens ut materias planas quae simpliciores systemata vincant, schedae perforatae, tabulae post-calidum tractatae, et bracteae vires altae distrahentes.
Clavis differentia inter designationes graduum hydraulicarum in potestate architecturae iacet. Sola pressionis hydraulica moderantum imperium cylindri positionis vel vis cylindrici non aequivalet cum ansa. Situs et vis feedback - per squamas lineares et cellas onerantes - est quod dat hodie iterabilem in facie olei temperaturae egisse, valvae variationis responsionis, et gradatim componentes conterentes. Machinae, quae sola potestate pressae nituntur, constantes proventus efficiunt solum intra cohortem angustam operantem.
Moles ad productionem operationum in automotivis, scheda metallica, partes elevatores, serrae laminae, et clausurae electronicae, hydraulica praecisio adaequationis est modus qui efficiens plani planities praestat rem efficibilem et verificabilem. Explore the full range of industria applications ubi praecisio exaequationem processus metiendi liberat emendationem.
Stretcher adtritio
Stratcher exaequatio fibulae hydraulicae utitur ut schedam in utraque parte comprehendat et eam in plures partes simul trahat donec internae passiones per aequalem cessionem plenam sectionis transversim aequatae sint. Dissimile tensionis aequandi in linearum gyro processus, adaequatio feretrum operatur in singulis laminis incisis vel lamellis, et ad materias ordinatur, ubi gradus longitudinales et transversi accentus in una operatione corriguntur.
Methodusus praeclaram planitiem et residuas accentus subsidio consequitur sed tardior est quam continua cylindrus vel aequandi tensiones et aptissima ad magni pretii, humili-volumi applicationes, quales sunt laminae aerospace, crassae blank structuris, vel specialitas schedulae mixturae ubi pars constat tempus cycli longioris iustificat. Calibrationem diligentem requirit: insufficiens tractus folia accentus residua; immoderatum tractum perpetuum dimensiones et proprietates mechanicas mutat.
Quam eligere ius Sheet Metal adtritio Methodo
Methodus recta aequandi determinatur per complexionem proprietatum materialium, volumen productionis, postulationem planitiam, et partem geometriae. Sequens tabula summat criteriis eligendis clavis per omnes methodos majores.
| Method | Crassitudo dolor | Volumen Conveniability | Qualitas idipsum | Suspendisse Solamen | Typical Usus Causa |
|---|---|---|---|---|---|
| Malleus / Flamma | Ullus | 1-5 pieces | Humilis / Variabilis | Partialis (solum loci) | Wedments, on-site repair |
| Erigens Press | > 50 mm | Parva batch | Moderatus | Partialis (punctum correctio) | Crassa lamina, visibile deformatio |
| Simple Roller Leveler | Medium-crassum | Medium | Moderatus | Limited | Fabrica generalis lamina |
| Subtilitas Rollerus Leveler | Tenuis-medium | Summus | Summus (≤ 0.5 mm/m) | bonum | Stamping, laser secans prep |
| Tensio adtritio | Tenuissima - princeps viribus | Summus (coil line) | Ipsum excelsum | Praeclarus | AHSS, claua, processus coil |
| Frigus Rolling adtritio | Tenuis | Summus | Ipsum excelsum | bonum | Automotiva tabulae corporis, partes praecisio |
| Hot Rolling adtritio | Densissima lamina | Summus (mill-scale) | Moderatus–high | bonum | Ferrum structuralis, laminam fabricandi |
| Hydraulica praecisio adtritio | 0.1 mm - 60 mm | Summus | Ipsum excelsum (≤ 0.1 mm/m) | Praeclarus | Subtilitas mfg, productio materialis mixta |
| Stretcher adtritio | Medium-crassum | Minimum-medium | Ipsum excelsum | Praeclarus | Aerospace laminam proprium alloys |
Delectu logica practica
Incipe cum materia tua. Si amplis admixtionum et crassitudinum in una facilitate processeris, hydraulica praecisio adaequationis est modus unicus, qui spectrum plenum cum reciperatione constantiae tractat. Si operatio tua in uno volumine materiali familia alta finitur, praecisio cylindri aequatoris optimized est ut fenestra illa magis cost-efficax esse possit. Nam bracteolae tenuissimae vel firmitatis altae ferri in linea continua coil, tensionis aequandi eventus constantissimos reddit. Ut interdum bracteae correctiones seu recompensatio redintegratio, pressio vel directio torcular electionis practicae manet.
Deinde considera processum tuum amni. Si scheda librata erit laser incisa, residua vis campestri post aequationem materiae quantum ad planitiam geometricam - secans scelerisque quicquid accentus supererit dimittet. Si praecisio fuerit impressa vel formata, idipsum est aequalitas per latitudinem dominans postulationem. Sensum amni definiens antequam methodum eligens efficit, ut gradus aequationis revera quaestionem solvat potius quam moveat.
Ad altiorem comparationem artificiorum et instrumentorum figurarum, dux est artes metallum adtritio tegit etiam instrumentum gradus singulis aditu.
Integrating adtritio in completa productio linea
In moderna scheda metallica fabricatio, raro adaequatio ut gradatim solitarius operatur. Summus reditus in aequandi obsidionem venit cum apparatus aequationis integratur in lineam productivam coniunctam — coniunctum cum flumine decoilero, inciso vel impresso amni systemate, et systema centrale notitiarum quae parametri materias, vis occasus, et eventus planitudinis pro traceability.
Recipe-substructio materialis tractatio mechanismum practicum est: quando materia ID mutatur, programma aequationis automatice mutat, tempus paroeciale manuale tollendo et periculum decurrendi parametri iniuriae in novum mixturae vel crassitudinis. Amnis feedback inspectionem - ubi planities mensurae eventus adhibetur ad repurgandum proximum aequandi cyclum - ansam claudit et efficit continuam emendationem sine operante interventu.
Neglegens aequandi methodus delectus, integritas superficies una cum planitia viverra necesse est. Rollerus notans, RAPINA ex phalangis contaminatis, et micro-salsas in mixturas sensitivas sicut aluminium vel cuprum sunt rejectiones causae quae apparent post aequationem, non interdiu. Disciplina sustentationis - cylindrus purgatio, oleum munditiae, calibratio sensoria, et geometria periodica verificationis - praxis operationalis quae aequationem consequitur constantem per tempus servat.
Artifices enim aestimant solutiones hydraulicas praecisionem aequandi solutiones integrationis in lineas productiones earum, the application overview configuratione praebet regimen industria et materia generis.